Unique selling points
- Early warning regarding fouling
- Enough time to take action in fouling mitigation measures
- Increase in stability of filtration process
- Decrease in membrane replacements and energy expenditure (operation with low TMP)
Description of the technology
The early warning system for membrane fouling (TRL 5) was developed for anaerobic and aerobic membrane bioreactors (AnMBR, MBR). Both bioreactor types are biological wastewater treatment reactors that are connected to a membrane filtration unit (microfiltration or ultrafiltration). The membrane separates the suspended solids from the treated wastewater. Bioreactors can be operated with raw wastewater, after coarse solids have been removed, reaching a mixed liquor suspended solid (MLSS) content of up to 12 g/L in an MBR (Delgado et al. 2011) or even up to 51 g/L in an AnMBR (Chang et al. 2014). The high MLSS together with a high abundance of microorganisms in the bioreactor is traditionally considered as one of the factors that can easily lead to membrane fouling.
Fouling is a process that significantly reduces the membrane performance and its lifespan. It causes a deterioration of the permeate flux, because of the deposition of feed water constituents on the membrane surface and/or inside the pores of the membrane (Judd et al. 2010, Geilvoet 2010). Those depositions can result from suspended particulates (e.g. microorganisms), colloids, solutes such as soluble microbial products, extracellular polymeric substances, sludge flocs, scalings (precipitation of inorganic compounds) and/or metal complexation (Chang et al. 2014, Iorhemen et al. 2016). Fouling can be described by three processes: physically removable reversible fouling, chemically removable irreversible fouling and non-removable irrecoverable fouling. Fouling is mainly influenced by the membrane characteristics, its operation and the properties of the digested or activated sludge.
Prevention and removal of fouling can be energy intensive and, in some cases, responsible for 40-50% of the total specific energy consumption, as for a submerged membrane in an aerobic bioreactor reported by Lousada-Ferreira et al. (2014). Hence, an early warning system can help to take action in countermeasures for fouling to reduce it successfully.
The early warning system is based on the Delft Filtration Characterisation method (DFCm) developed by Evenblij (2005) and Geilvoet (2010) as well as tested by Lousada-Ferreira et al. (2014). The DFCm is a tool to determine sludge properties and quantify the filterability of the sludge. It is a short-term filtration test using a well-defined measuring protocol and lasts 30 min. It is based on Darcy’s law and indicates the reversible fouling only. It can be applied to aerobic and anaerobic systems.
The protocol of each sludge filtration test is measured with proposed operational settings. Lousada-Ferreira (2021) for example suggested a flux (J) of 60 LMH and a cross-flow velocity (v) of 1 to 1.5 m*s-1. The sludge filtration test runs until 20 L*m-2 of permeate are obtained or a maximum transmembrane pressure (TMP) of 0.75 bar is reached. Pressure, flow and mass data are automatically stored, per default, every 10 seconds. The increase of resistance is indicated as ΔR20. The higher this parameter is, the lower the filterability is.
Odriozola et al. (2021) applied the DFCm for an anaerobic system (AnDFCm). The AnDFCm consisted of three steps: (1) filtering water to determine the resistance to water filtration (RT,water), (2) sludge filtration to estimate the additional resistance obtained when 20 L of permeate per m² of membrane area were produced (ΔR20), and (3) mechanical membrane cleaning. RT,water includes the membrane intrinsic resistance (measured through the filtration of clean water through a new and clean membrane) and the irreversible and irrecoverable fouling resistances (measured through the filtration of clean water through a used membrane). In ULTIMATE, this method was used as a decision support tool in AnMBR systems at the case study in Lleida treating brewery wastewater.
Flow scheme of the technology
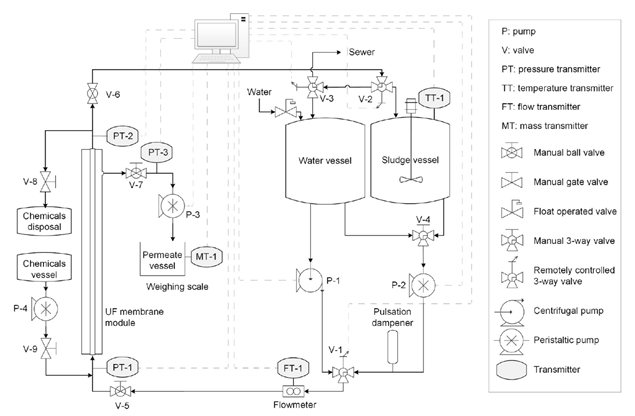
Fig. 1 Flow scheme of the DFCm apparatus (from Odriozola et al. 2021 and Geilvoet 2010)
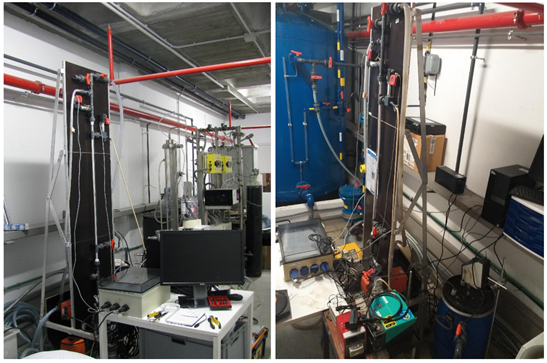
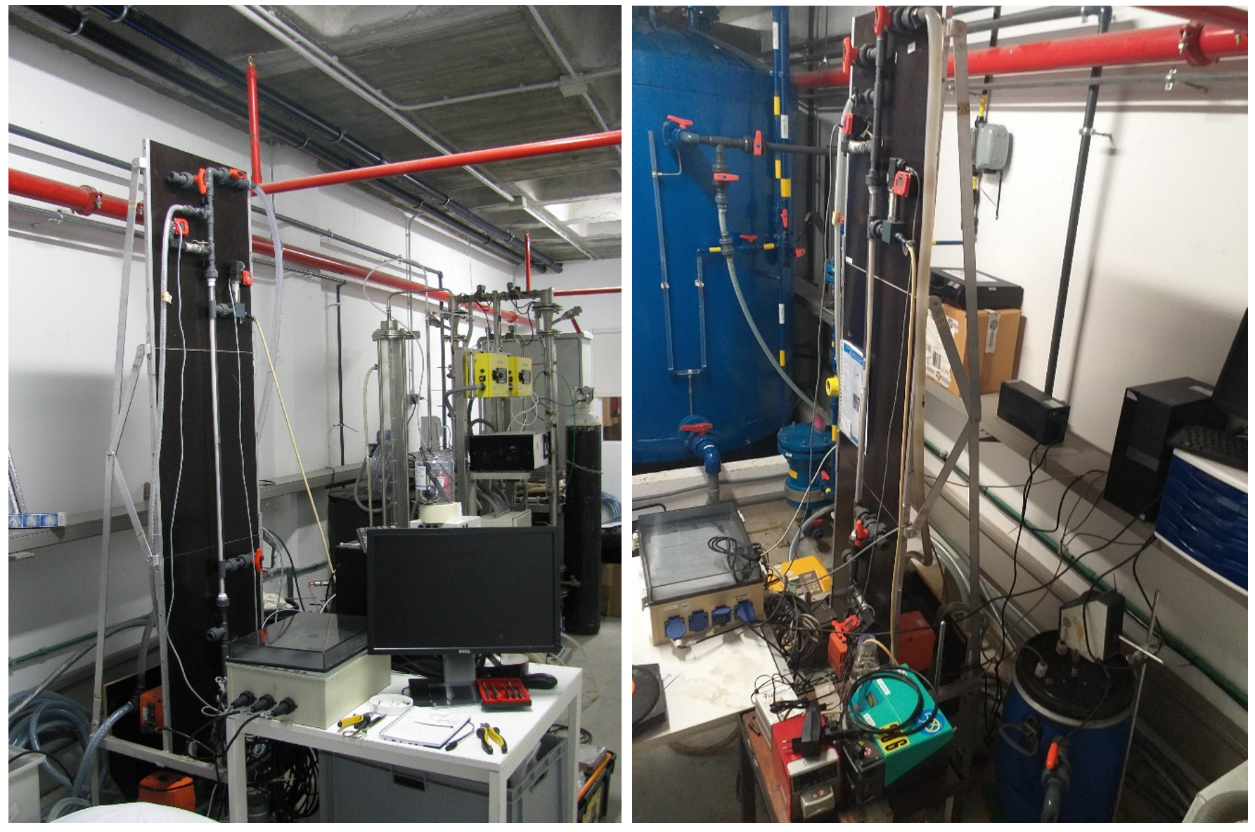
Fig. 2 Pictures of the AnDFCm apparatus (Aqualia)
Synergetic effects and motivation for the implementation of the technology
Motivation for the implementation of the technology:
- Early warning regarding fouling to take action in successful measures
As already outlined, the DFCm determines sludge properties and characterizes its fouling potential and behaviour. Hence, based on the fouling behaviour hints for the reason of a decrease in permeability can be derived. Comparing the development in a full-scale plant with the DFCm outcomes can show, whether the feed water/sludge is the reason for a decrease or the way of membrane operation, in the case it is not already known.
- Increase in stability of the filtration process
Due to optimized maintenance to diminish fouling processes on and in the membrane, the stability of the filtration process can be increased. Furthermore, a significant increase in the transmembrane pressure as well as a decrease in the permeability can be avoided or reduced. Both are usually caused by fouling processes.
- Decrease in membrane replacements and energy expenditure
Due to the stable filtration operation with a correspondingly lower transmembrane pressure than under fouling conditions, the energy demand can be maintained at a lower level and the membrane can be operated as energy efficient as possible. Avoiding or reducing fouling processes increases the lifetime of a membrane and hence, decreases the number of replacements correspondingly.
- Clogging detection of membranes
Clogging of membranes (i.e. coarse solid accumulation on membrane surfaces, mainly due to incorrect sparging air distribution) has been considered as a possible incidence that may be detected accurately by means of the DFCm method (sludge filterability will remain stable while the fouling rate will decrease). However, it has to be said that observable gas distribution or gas flow could also be indicators for clogging.
Drawbacks of the technology:
- Not able to determine irreversible fouling
A drawback of the DFCm is the lack of information about the irreversible fouling potential, which is the prevailing fouling mechanism in the longer term. However, the filterability can help to assess the irreversible fouling potential using an empirical comparison between DFCm measurements and the behaviour of the permeability of the membrane in the real plant. More information about this relation is delivered in Geilvoet 2010.
- Complex and time-consuming measurement
The determination of the fouling potential requires the installation of a complex DFCm apparatus and measurements on a regular basis. MBR operators do not always need to differentiate between different filtration resistances. Generally, with experience and training, they are able to know, understand, and correlate the factors that provoke fouling on their own MBR (Aqualia, 2023).
Technology requirements and operating conditions
Using the device of Odriozola et al. 2021 and Geilvoet (2010) as presented in Fig. 1, the sludge flow rate must be operated with 181 L/h to obtain a cross-flow velocity of 1 m/s as required by Geilvoet 2010 (Tab. 1).
Tab. 1 Typical ranges for crucial parameters
|
Parameter |
Units |
Min |
Max |
Reference |
|
Flow rate |
L/h |
181 |
||
|
Cross-flow velocity |
m/s |
1 |
||
|
Duration of experiment |
Min |
30 |
||
|
Filtration resistance of demineralised water |
m-1 |
0.4*1012 |
||
Key performance indicators
The DFCm assesses and characterises the filterability of the feed sludge of the membrane filtration process. Parameters to be measured are:
- temperature,
- the permeate flux,
- the transmembrane pressure,
- the filtration resistance,
- the total suspended solids and
- colloidal particle concentration in feed water/sludge.
By comparing it with the full-scale operation and its achieved permeability, the DFCm reveals, whether a decrease in permeability is attributed to a poor sludge filterability or an inadequate operation.
Case Study applying the technology

Publications
- Aqualia, Oral communications / oral interviews with several Spanish MBR operators, 2023
- Chang, S., Anaerobic membrane bioreactor (AnMBR) for wastewater treatment, 2014
- Delgado, S., Villarroel, R., González, E., Morales, M., Aerobic membrane bioreactor for wastewater treatment – performance under substrate-limited conditions, 2011
- Evenblij, H., Filtration Characteristics in Membrane Bioreactors, 2005
- Geilvoet, S., The Delft filtration characterisation method. Assessing membrane bioreactor activated sludge filterability, 2010
- Iorhemen, O., Hamza, R., Tay, J., Membrane bioreactor (MBR) technology for wastewater treatment and reclamation: membrane fouling, 2016
- Judd, S., The MBR book: principles and applications of membrane bioreactors in wastewater treatment, 2010
- Lousada-Ferreira, M., Written communication to Antonio Giménez Lorang (Aqualia), 2021
- Lousada-Ferreira, M., Krzeminski, P., Geilvoet, S., Moreau, A., Gil, J., Evenblij, H., van Lier, J., van der Graaf, J., Filtration characterization method as tool to assess membrane bioreactor sludge filterability – the Delft experience, 2014
- Odriozola, M., Lousada-Ferreira, M., Spanjers, H., van Lier, J.B., Effect of sludge characteristics on optimal required dosage of flux enhancer in anaerobic membrane bioreactors, 2021